
Plc Nedir?
PLC NEDİR?
1.1 PLC HAKKINDA TEMEL BİLGİ
Programlanabilir mantık denetleyici (Programmable Logic Controller), PLC olarak kısaltılmaktadır. PLC, algılayıcılardan aldığı bilgiyi kendine verilen programa göre işleyen ve sonuçlarını iş elemanlarına aktaran bir mikrobilgisayar sistemidir. Röleli kontrol sisteminin olumsuz yönlerini gidermek amacıyla geliştirilmiştir. Zamanla özellikleri geliştirilerek ardışık kontrol, hareket denetimi (doğrusal ve döner hareket denetimi), süreç denetimi (sıcaklık, basınç, nem, hız), veri yönetimi (makine veya süreç hakkında veri toplama, izleme ve raporlama ) gibi amaçlarla endüstriyel kontrol alanlarında kullanılabilir hale getirilmiştir [1]. PLC (Programlanabilir Mantıksal Denetleyici, İngilizce: Programmable Logic Controller) fabrikalardaki imalat hatları veya makinelerin kontrolü gibi işleçlerin denetiminde kullanılan özel bilgisayardır. İçinde bir mikroişlemcisi olup karmaşık sistemlerin programlanmasında kullanılabilir. PC’lerden en temel farkı sinyal girişlerinin ve çıkışlarının çalışma ve işlenme şeklinde ortaya çıkmaktadır. [2].
Genel kullanımlı bilgisayarların aksine PLC birçok girişi ve çıkışı olacak şekilde düzenlenir ve elektriksel gürültülere, sıcaklık farklarına, mekanik darbe ve titreşimlere karşı daha dayanıklı tasarlanırlar. PLC’lere denetleyeceği sistemin işleyişine uygun programlar yüklenir. PLC programları, giriş bilgilerini milisaniyeler mertebesinde hızla tarayarak buna uygun çıkış bilgilerini gerçek zamanlıya yakın, cevap verecek şekilde çalışırlar. [2]. Otomatik kontrol sistemleri hız, güvenlik, kullanım esnekliği, ürün kalitesi ve personel sayısı bakımından işletmelere çeşitli avantajlar sağlamaktadır. Günümüzde bu avantajları sağlayan en etkin sistem PLC veya PC tabanlı kontrol sistemleridir. PLC’li denetimde sayısal olarak çalışan bir elektronik sistem, endüstriyel çevre koşullarında sağlanmıştır. Bu elektronik sistem sayısal veya analog giriş/çıkış modülleri sayesinde makine veya işlemlerin birçok tipini kontrol eder[3].
Mikroişlemcilerin maliyeti daha düşük olmasına rağmen, PLC’lerin tercih edilmelerinin sebebi; elektronik tasarım için harcanacak zamanı en aza indirmesidir. Aynı zamanda endüstriyel ortamların sahip olduğu zor koşullardan (manyetik alan, büyük sıcaklık farkları, toz vb.) etkilenmeden çalışabilen hazır çözümler olmalarıdır [2].
Bir fabrikanın tüm otomasyon işlerini yüklenebilecek kadar Giriş/Çıkış sayısına sahip PLC’ler bulunmaktadır. Günümüzde geliştirilen modüler yapıdaki PLC’lere gerektiğinde ek giriş-çıkış modülleri, RS232, RS485, modem, ethernet gibi haberleşme modülleri eklenebilmektedir. Bu gibi özelliklerle mevcut yapı geliştirilebilmektedir. Ayrıca birçok modelde proses kontrolüne yönelik hazır ON-OFF (AÇ-KAPA), PID, Fuzzy (Bulanık) vb. tiplerdeki kontrolörler standart olarak bulunmaktadır [2].
1.1.1 PLC’NİN TARİHİ
Programlanabilen ilk denetleyici, 1968 yılında mühendislik alanında danışmanlık yapan Bedford Associates adlı bir firma tarafından General Motors firması için aşağıdaki tabloda belirtilen ihtiyaçlara tatmin edici cevap bulunabilmesi amacıyla geliştirilmiştir [1].
- Program içeriğini değiştirmek ve bunu fabrika içerisinde yapabilmek mümkün ve kolay olmalıdır.
- Programın sürdürülebilir olması, mümkün kılınmalı ve kurulan sistemin fişi pirizine takıldığında çalışacak şekilde olmalıdır.
- Fabrika içerisinde röleye göre çok daha yüksek güvenirliğe sahip olmalıdır.
- Röleli kontrol ile kıyaslandığında boyutları daha küçük olmalıdır.
- Kontrol ünitesi, ana sisteme veri gönderebilmelidir.
- Parasal yönden röleli sisteme göre pahalı olmamalıdır.
- Giriş gerilimi olarak AC 115 Volt gerilimde kullanılabilmelidir.
- Solenoid valf, motor sürücü gibi elemanların çalıştırılmasında, AC 115 Volt, 2 amper üzerindeki gerilim ve akım değerlerinde de kullanılabilmelidir.
- Ana sistem, çalışan sistemin değişmesi durumunda genişleyebilmelidir [1].
- En azından 4 Kilobayt‘lık ve genişleyebilme imkânı veren, program yapılabilecek hafızaya sahip olmalıdır.
Zamanla PLC özellikleri geliştirilmiş ve 1978 yılında PLC‘lerin birbirine veri aktarmasına imkân veren veri devresi tasarlanmıştır. 1980 yılında küçük, tek parça, düşük maliyetli, 64 giriş/çıkışlı ve daha güçlü bir PLC olan 84 Micro piyasaya sürülmüştür [1].
Başlangıçta yalnızca basit işlemler için kullanılan PLC‘ler günümüzde çeşitli firmalar tarafından geliştirilerek çok daha karmaşık sorunları çözebilecek özelliklerle donatılmış ve endüstriyel kontrol alanlarında güvenle kullanılmaya başlanmıştır [1].
Diğer programlanabilir bilgisayarlarla arasındaki farklılıklar giderek azalmaktadır. PLC bir bakıma monitörü ve klavyesi bulunmayan bir bilgisayar gibidir. Bir diğer fark ise işletilecek verilerin gerçek ortamdan gelmesi ve sonuçların yine gerçek ortama analog veya sayısal (dijital) olarak gönderilmesidir [2].
1.1.2 PLC’NİN YAPISI
Aşağıdaki şekilde de (Şekil 1.1) görüleceği gibi PLC, içerisinde işlemci (CPU) , giriş-çıkış ara yüzleri ve hafıza (memory) bulunduran bir endüstriyel mikrobilgisayardır. PLC ile kontrolde, programlama konsolundan PLC‘ye çeşitli giriş sinyalleri ve kontrol içerikleri gönderilir. Sonuç olarak da çıkış sinyalleri, çıkış elemanlarına yöneltilir [1].
Giriş, çıkış gereçleri ve PLC arasındaki sinyal değişiminde giriş arabirimi ve çıkış arabirimi olarak adlandırılan tekrarlayıcı (repeater) gereklidir [1].
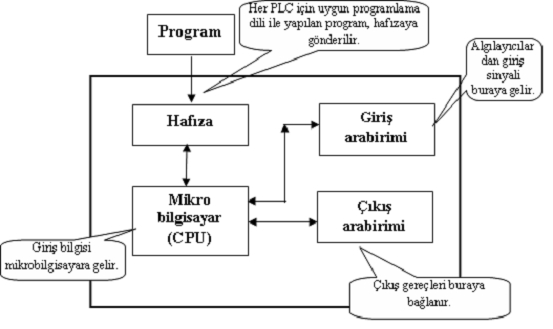
Şekil 1.1: PLC’nin iç yapısı [1]
Şekil 1.2, PLC ile çevre birimleri arasındaki bağlantıyı göstermektedir. Giriş elemanı olarak buton, anahtar, seçici anahtar, dijital anahtar, sınır anahtarı, fotoelektrik anahtar, yaklaşım anahtarı vb. kullanılabilir. Bu elemanlardan gelen sinyaller PLC‘nin işlemcisine giriş arabirimi üzerinden gönderilir [1].
İşlemci (CPU), hafızaya kaydedilmiş olan programın içeriğine ve giriş sinyallerine göre çıkış sinyallerini kontrol eder [1].
Çalıştırılması istenen donanımlar çıkış elemanı olarak isimlendirilir. Elektromanyetik valf, lamba, küçük güçlü motor vb. alıcılar elektriksel değerleri uygun olması durumunda doğrudan PLC‘ye bağlanabileceği gibi transistör, röle vb. diğer kontrol elemanları üzerinden de kontrol edilebilir [1].
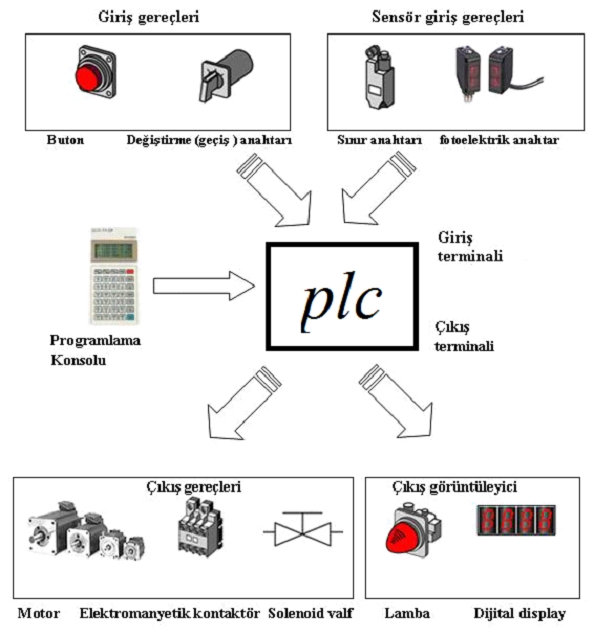
Şekil 1.2 : PLC ile giriş çıkış gereçleri arasındaki bağlantı [1]
Referans: Programlama konsolu, komut listesindeki komutları kullanarak program yazmak ve bu programı PLC‘ye göndererek kaydetmek için kullanılan bir programlama gerecidir [1].
Hafızaya kaydedilen program işlemci (CPU) tarafından okunur. Okunduktan sonra da programın içeriği yapılabilirliğine göre kontrol edilir. Program uygulanabilir olduğunda, CPU tarafından çalıştırılır ve bir sonraki adıma geçilir. Hafızadaki tüm program satır satır işlenir [1].
1.1.3 RÖLE İLE PLC’NİN KARŞILAŞTIRILMASI
PLC otomasyon devrelerinde yardımcı röleler, zaman röleleri, sayıcılar gibi kumanda elemanlarının yerine kullanılan mikroişlemci temelli cihazlardır. Bu cihazlarda zamanlama, sayma, sıralama ve her türlü kombinasyonel ve ardışık lojik işlemler yazılımla gerçekleştirilir [3].
Bu nedenle karmaşık otomasyon problemlerini hızlı ve güvenli bir şekilde çözmek mümkündür [3].
- Daha kolay ve güvenilirdirler.
- Daha az yer tutar ve daha az arıza yaparlar.
- Yeni bir uygulamaya daha çabuk adapte olurlar.
- Kötü çevre şartlarından kolay etkilenmezler.
- Daha az kablo bağlantısı isterler.
- Hazır fonksiyonları kullanma imkanı vardır.
- Giriş ve çıkışların durumları izlenebilir [3].
Ancak röleli ve sayısal ( donanım programlı ) kumandalar gerçek zamanlı çalışırlar. Yani giriş bilgilerindeki değişiklik anında ( çok kısa sürede ) çıkışa yansır. Buna paralel sinyal işleme denir. PLC‟de ( bellek programlı kumanda ) emirler zamana bağlı olarak değerlendirilir. Yani girişteki bir değişiklik anında çıkışa yansıtılmaz. Bu tür sinyal işleme şekline seri sinyal işleme denir. PLC için bir dezavantajdır. Bu özellik mekanik sistemler kumanda edildiğinde çok fazla bir anlam ifade etmemektedir. Bu cihazlar çeşitli büyüklüklerde piyasaya sürülmüş durumdadır. Genelde sahip oldukları unsurlara bağlı olarak birbirlerinden ayırt ve tercih edilirler. Kumanda cihazları birçok modülün CPU‟nun (Central Prosessing Unit) giriş, çıkış, haberleşme modülü vb birleştirilmesi ile oluşturulmaktadır. Tabii ki böyle bir modüler sistemde bütün yapı grupları arasında cihazın büyütülmesi durumunda tamamen bir uyum söz konusudur [3].
Başlangıçta birbirinden bağımsız olan bu modüller bir “BUS” sistemi ile birbirlerine bağlanırlar. CPU bu “BUS” sistemi üzerinden kapalı bir birim oluşturarak bütün dataların ve emirlerin taşınmasını organize eder [3].
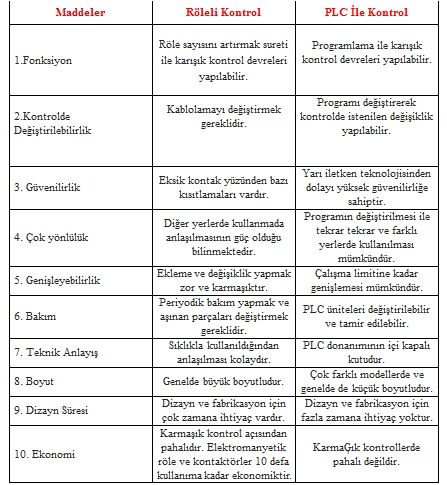
Aşağıda PLC kullanımının röleli kontrole göre çeşitli açılardan üstünlükleri belirtilmiştir [1].
⦁ Ekonomi
Fabrikasyonda 10 ve üzeri elektromanyetik kontaktör veya anahtar kullanımı PLC kullanımına göre daha pahalıdır [1].
⦁ Tasarımda iş gücü kazancı
Gereçlerin çevre planlaması basitleştirilebilir. PLC kullanıldığında kontrol devresinin dizaynı ve değiştirilmesi daha kolaydır. Aynı elemanlar için çalışma şeklini değiştirmek isterseniz PLC içerisindeki programı değiştirmek yeterli olacaktır [1].
⦁ Üretim süresinde azalma
Gereçlerin teknik özelliklerinin değiştirilmesinde ve parçaların montajının basitleştirilmesinde esneklikler vardır. Kablolamanın basitleştirilmesi sayesinde üretim süresi azaltılır ve böylece genel maliyet de azaltılmış olur [1].
⦁ Küçük boy ve standartlaştırma
PLC, röleli kontrole göre çok daha küçük boyutludur. Programın tekrar tekrar kullanımı sayesinde seri üretim mümkündür. (Program EPROM içerisinde saklanır.) [1]
⦁ Güvenirliliğin geliştirilmesi
Röleler ve zamanlayıcılardaki karışıklık azaltılabilir. (Kontaklarda bulunan toz ve rölenin titreşimi, kontakların ON ve OFF zamanlarında karışıklığa neden olur. ) [1]
⦁ Bakım kolaylığının geliştirilmesi
PLC‘nin ömrü, röleye göre daha uzundur. PLC‘nin hata teşhis fonksiyonu kullanılarak sistemdeki hata kolaylıkla bulunup gerekli bakım kolaylıkla yapılabilir [1].
1.1.4 PLC ÇIKIŞ ÇEŞİTLERİ
Kontağa bağlı olarak çeşitli türde çıkışlar vardır. PLC bir yere kurulacağı zaman her bir çıkışın karakteristik özelliği dikkate alınmalıdır. PLC‘nin şekline bakarak karar vermek zordur. Aşağıda her bir PLC‘ye ait çıkış özellikleri açıklanmıştır [1].
⦁ Röle Çıkışlı PLC
Röle çıkışlı PLC‘de çıkış kontak şeklindedir ve bu çok sık karşılaşılan çıkış şeklidir. Çıkış devresinin sadece kontaktan oluşması nedeniyle bu PLC hem doğru hem de alternatif akımda kullanılabilir. Devreye 2 amper gibi yüksek değerli akım uygulanabilir. (Her bir kontağından 2 ampere kadar akım çekilebilir.) Kutupları olmadığı için çeşitli alanlarda kullanılması mümkündür. Örneğin DC motor, büyük güçlü elektromanyetik valf gibi. Cevap verme hızının düşük olması, mekanik hareket olmasından dolayı röle kontaklarının zamanla aşınması bu PLC‘lerin dezavantajı olarak söylenilebilir [1].
⦁ Triyak Çıkışlı PLC
Bu tip PLC‘lerde triyak veya tristör çıkış elemanı olarak kullanılır. Bu tip PLC‘ler kontaksız tip PLC‘lerdir. Triyak çıkışlı PLC‘de çıkışa 85 – 242 Volt arasında alternatif gerilim uygulanmalıdır. Cevap verme süresi bakımından bu PLC röle çıkışlı PLC‘ ye göre çok daha hızlı fakat transistör çıkışlı PLC‘ ye göre ise daha yavaştır. Bu tip PLC‘nin çıkışından alabileceğimiz akım ise 0,3 amper kadardır. Triyak çıkışlı PLC, uygulamada çok fazla yer bulmamasına rağmen, alternatif akım kullanılan ve kontrol panelinde röle çıkışlı PLC‘ ye sahip olan fabrikalarda yenileştirme yapmak amacı ile kullanılabilir [1].
⦁ Transistör Çıkışlı PLC
Transistör çıkışlı PLC‘lerde Photo Coupler kullanılmaktadır. Çıkış akımı yaklaşık 0,5 amperdir. Bu PLC‘lerde cevap verme süresi 0,2 ms gibi çok kısa bir süredir.
Transistör çıkışlı PLC‘lerin bazılarında, özel bir ünite olmaksızın pozisyon kontrolü yapabilmek amacı ile pals çıkışı mevcuttur.
Transistör kullanıldığı için bu PLC‘lerin çıkışında kutuplar vardır ve kablolama esnasında bu kutuplara özellikle dikkat edilmelidir. Otomasyona geçmiş olan fabrikalarda, son zamanlarda, çok miktarda küçük elektrik motoru ve valfler kullanılmaktadır. Bu PLC‘ler bu tür cihazlara kumanda etmede kullanılmaktadır. Aynı zamanda robot ya da CNC kontrol ünitesinin kontrolü için de yüksek değerli akımlara ihtiyaç yoktur. Bu gibi alanlarda hızlı çalışması sebebi ile transistör çıkışlı PLC‘ler tercih edilmektedir. Bu PLC‘lerin mekanik kontağı olmadığı için aşınma ve gürültü olmamakta, böylece çıkış ünitesi çok daha uzun ömürlü olmakta ve sessiz çalışmaktadır [1].
1.2 PLC GELECEĞİ
Endüstride oldukça fazla kullanım alanı olan PLC’lerin hafızaları ve işlem kapasiteleri karmaşık prosesler karşısında yetersiz kalabilmekte, bu yüzden de gelişen teknoloji ile birlikte daha güçlü yapıya sahip endüstriyel PC’lere geçiş söz konusu olmaktadır. Günümüzde artık Endüstriyel PC olarak imal edilen PLC ler mevcuttur. Bunlar hem dokunmatik paneli üzerinde montajlı olan aynı zamanda bilgisayar aracılığı ile veya kendi üzerindeki kontrol üniteleriyle programlanabilmektedir [2].
KAYNAKLAR
⦁ http://megep.meb.gov.tr/mte_program_modul/moduller_pdf/Plc%20Programlama%20%20(end%C3%BCstriyel%20Otomasyon).pdf 11.10.2015 23.48
⦁ https://tr.wikipedia.org/wiki/PLC 11.10.2015 23.34
⦁ http://megep.meb.gov.tr/mte_program_modul/moduller_pdf/Temel%20Plc%20Sistemleri.pdf 11.10.2015 23.44